
ఉత్పత్తి


SUS304/ టెఫ్లాన్ కోటింగ్ కాన్సెంట్రిక్ రిడ్యూసర్
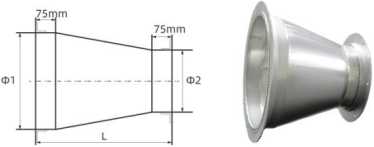

| ఆర్టికల్ నెం. | వ్యాసం (మిమీ) | వ్యాసం (మిమీ) | పొడవు (మిమీ) | మందం (మిమీ) |
| RE-0100 | 100 |
|
| 0.8 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0150 | 150 |
|
| 0.8 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0200 | 200 |
|
| 0.8 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0250 | 250 |
|
| 0.8 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0300 | 300 |
|
| 0.8 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0350 | 350 |
|
| 0.8 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0400 | 400 |
|
| 1.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0450 | 450 |
|
| 1.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0500 | 500 |
|
| 1.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0550 | 550 |
|
| 1.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0600 | 600 |
|
| 1.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0650 | 650 |
|
| 1.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0700 | 700 |
|
| 1.2 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0750 | 750 |
|
| 1.2 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0800 | 800 |
| La01-O>2+150 | 1.2 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0850 | 850 | <01 | or | 1.2 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0900 | 900 | ① 1 కంటే చిన్నది | కస్టమర్ అవసరాలకు అనుగుణంగా అనుకూలీకరించబడింది | 1.2 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-0950 | 950 |
| కస్టమర్ అభ్యర్థన | 1.2 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1000 | 1000 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1100 | 1100 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1200 | 1200 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1300 | 1300 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1400 | 1400 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1500 | 1500 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1600 | 1600 |
|
| 1.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1700 | 1700 |
|
| 2.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1800 | 1800 |
|
| 2.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-1900 | 1900 |
|
| 2.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-2000 | 2000 |
|
| 2.0 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-2500 | 2500 |
|
| 2.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-3000 | 3000 |
|
| 2.5 (లేదా కస్టమర్ అభ్యర్థన) |
| RE-3600 | 3600 |
|
| 2.5 (లేదా కస్టమర్ అభ్యర్థన) |
గమనిక:
అభ్యర్థనపై 2000mm కంటే ఎక్కువ వాహిక వ్యాసం అందుబాటులో ఉంది.
వాహిక మందం SMACNA "రౌండ్ ఇండస్ట్రియల్ డక్ట్ నిర్మాణ ప్రమాణాలు** 1 మరియు 5 తరగతుల పీడనం -2500Pa (-10 in.wg)పై నిర్మించబడింది. మరియు ఇది కస్టమర్ అభ్యర్థనగా కూడా మార్చబడుతుంది.
1. పెయింట్ చేయవలసిన గాలి వాహిక యొక్క భాగం (పైపు లోపల ఉన్న అంచు ఉపరితలంతో సహా) తప్పనిసరిగా ఇసుక బ్లాస్ట్ చేయబడాలి, ఇసుక బ్లాస్టింగ్ కరుకుదనం తప్పనిసరిగా 3.0 G/S76, 40μm లేదా అంతకంటే ఎక్కువ కరుకుదనాన్ని మరియు బయట ఉన్న అవశేష ఇసుక రేణువులు మరియు లోహ ధూళిని కలిగి ఉండాలి. ఇసుక బ్లాస్టింగ్ తర్వాత పైపును తొలగించాలి.డక్ట్ వర్క్పీస్ యొక్క ఉపరితలం శుభ్రంగా ఉందో లేదో మరియు వర్క్పీస్ అల్యూమినియం ఫాయిల్తో కప్పబడి ఉందో లేదో నిర్ధారించండి.
2. పైప్ ఫిట్టింగ్లను పూత గదిలోకి లాగండి, పెయింటింగ్ ప్రారంభించండి, ఎలెక్ట్రోస్టాటిక్ పౌడర్ కోటింగ్ మెషిన్ మరియు పొడిగించిన స్ప్రే గన్ ట్యూబ్తో స్ప్రే చేయండి, 15-20 నిమిషాలు ముడి పదార్థాల లక్షణాల ప్రకారం సింటరింగ్ సమయాన్ని మధ్యస్తంగా సర్దుబాటు చేయండి మరియు సింటరింగ్ ఉష్ణోగ్రత పరిధి 285°~300°C.
3.100% మొత్తం నాణ్యత తనిఖీ (ఫిల్మ్ మందం గుర్తింపు, పిన్హోల్ గుర్తింపు), పూత ఫిల్మ్ మందాన్ని గుర్తించడానికి ఫిల్మ్ మందం టెస్టర్తో.ఫిల్మ్ మందం 260±30 μm.పూతకు పిన్హోల్స్ ఉన్నాయో లేదో తెలుసుకోవడానికి పిన్హోల్ డిటెక్టర్ ఉపయోగించబడుతుంది.మరమ్మత్తు లేదా పునర్నిర్మించాల్సిన సూదులు ఉంటే, ప్రామాణిక గుర్తింపు వోల్టేజ్ని 2.5KVకి సర్దుబాటు చేయండి.నాణ్యత తనిఖీ తర్వాత ఫిల్మ్ మందం మరియు పిన్హోల్ పరీక్ష ఫలితాలు "డక్ట్ కోటుంగ్ క్వాలిటీ ఇన్స్పెక్షన్ ఫారమ్"లో నమోదు చేయబడాలి.
4.2000mm కంటే ఎక్కువ వాహిక వ్యాసం అభ్యర్థనపై అందుబాటులో ఉంది.వాహిక మందం SMACNA పై నిర్మించబడింది.మరియు ఇది కస్టమర్ అభ్యర్థనగా కూడా మార్చబడుతుంది.









